
GEBHARDT sorting solutions - the Guide
Share: ![]()
![]()
![]()
Sorting solutions
Everything you need to know can be found here
Find out what sorting solutions are all about, what areas of application there are and read how mechanics and digitisation can go hand in hand in one solution.
THEORY
What is it all about?
Sorting unit loads
The term sorting is used in different contexts. In logistics, the sorting of unit loads is the assignment of logistics units such as goods, containers or packages from a disordered total quantity to logical destinations according to certain criteria (for example, postal code). [VDI3619, P. 3]
Sorting systems
General cargo sorting systems are systems or equipment for identifying general cargo arriving in an unordered sequence on the basis of predetermined distinguishing features and for distributing it to destinations determined according to the respective requirements. [VDI3619, P. 29]
Sorter
Conveyor system that technically realizes the distribution of goods to the terminals according to the sorting carried out after identification in the computer. It consists of the infeed, the distribution conveyor and the trminal. [VDI3619, P. 2]
Importance of sorting solutions
The sorting process is a central component of internal logistics in many companies. These are mostly heterogeneous goods, i.e. products with different dimensions and weights. The economy, commercial enterprises and logistics companies (postal services) require automated and efficient sorting technology / sorting systems to maintain delivery reliability, i.e. the on-time delivery of their products.
In the future, sorting systems will not only be used in large logistics centres, but will also play an increasingly interesting role for many smaller distribution centres. Even today, internal logistics is unimaginable without the use of automated conveyor and sorting systems. In many places, the labour- and cost-intensive manual sorting process is replaced by automated high-performance sorting. Increased interest in high performance sorting systems can be found (besides the manufacturing industry) especially in the logistics centres of the CEP sector. Due to the booming online trade / e-commerce, the worldwide parcel volume as well as the buying behaviour and expectations of the customers (e.g. same-day-delivery) have strongly increased in the past years.
Abandonment of sorting systems
A sorting plant fulfils the functional areas of feeding, preparation, identification, sorting and removal of goods (see figure).
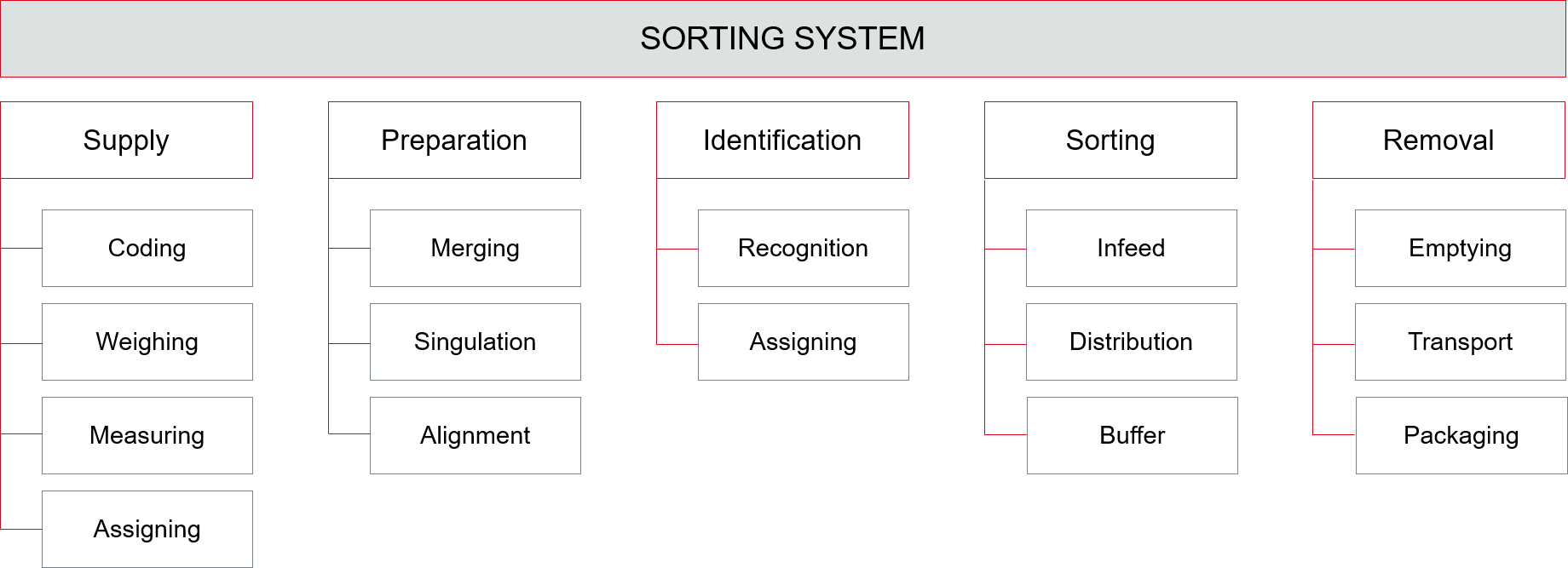
In terms of material flow, the inbound interface to the sorting system is understood by the term supply. It consists of either continuous or discontinuous conveyors. Here the goods to be sorted are coded, weighed, measured and assigned.
The next step is to merge the different conveyor flows, as well as to separate the goods and align them on the conveyor system.
The assignment of the goods to the correct end point is carried out in the third step of identification. Here the identification code must be recognised and assigned to the correct terminal.
Sorting is ultimately technically implemented by the sorter, which allocates the sorted goods to the respective end point. The sorter itself consists of an infeed, a distribution conveyor, and an end point.
The removal marks the last process step within a sorting system. The sorted goods are manually or automatically removed from the end point - from here they are transported to the packaging area.
Classification of the different types of sorting technology
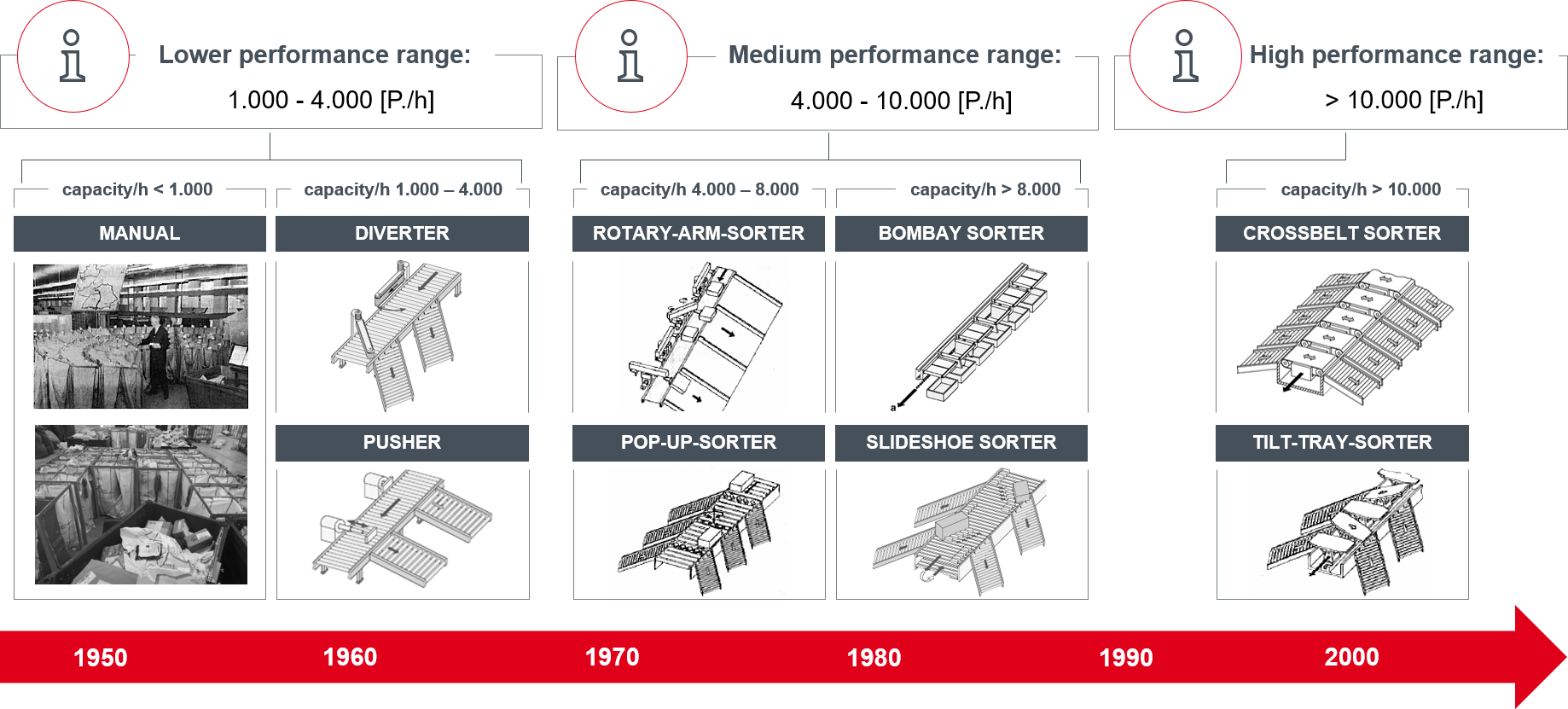
Essentially, sorting systems are classified according to their throughput capacity and their orientation (vertical / horizontal). Basically, sorting systems can be classified into three performance ranges - the lower performance range (1,000 to 4,000 goods/h), the medium performance range (4,000 to 10,000 goods/h) and the high performance range with over 10,000 goods per hour.
In the past, there only existed the error-prone manual sorting. In the 1950s, one began on mechanising and automating the sorting process. As a result, capacities of less than 1,000 sorted goods per hour were achieved. In the mid-1960s, so-called diverters and pushers came onto the market, with which capacities could be increased fourfold, enabling an output of 1,000 to 4,000 goods to be sorted per hour. The medium capacity range was realized in the 1970s by rotary arm sorters and pop-up sorters, which enabled up to 8,000 sortings per hour. With the market entry of the so-called Bombay and Slideshoesorters, a capacity of over 8,000 items per hour was achieved for the first time in the mid-1980s. Today, up to 20,000 goods per hour can be sorted and moved in the high performance sorting area. This is realised by high-performance, innovative crossbelt and tilt tray sorters. It is possible to sort goods with a great variety of dimensions, shape and weight.
The tilt tray sorter consists of individual articulated crawler tracks that run on a closed rail system. The bogies are equipped with tiltable trays that pick up the unit loads. The use of tilt tray sorters is a recurring problem, as the different discharge parabolas of all materials conveyed have to be taken into account. The various packaging materials with high coefficients of friction (especially polybags) are not tipped evenly.
In crossbelt sorters the crossbelt carriers are connected to each other on a circulating sorting circuit and are driven by a pull chain. On each carrier there is a belt conveyor, which is arranged transverse to the conveying direction. The belt conveyors are driven at corresponding target points in order to convey the sorted material in both directions orthogonally defined. Due to the fast and reliable discharge of the material to be conveyed, the end points can be made comparatively narrow.

FOR FURTHER INFORMATION
Do you have specific questions about sorting solutions?
Contact us now - we will be happy to help you.
