

GEBHARDT Sortierlösungen - der Guide
Share: ![]()
![]()
![]()
Sortierlösungen
Alles, was Sie wissen müssen, finden Sie hier
Erfahren Sie, was es mit Sortierlösungen auf sich hat, welche Anwendungsbereiche es gibt und lesen Sie, wie Mechanik und Digitalisierung in einer Lösung einhergehen können.
THEORIE
Worum geht es?
Sortieren von Stückgütern
Der Begriff des Sortierens wird in unterschiedlichen Zusammenhängen verwendet. In der Logistik wird unter dem Sortieren von Stückgütern die Zuordnung von logistischen Einheiten wie Güter, Behälter oder Packstücke aus einer ungeordneten Gesamtmenge nach bestimmten Kriterien (bspw. Postleitzahl) auf logische Ziele verstanden. [VDI3619, S. 3]
Sortiersysteme
Stückgut-Sortiersystemen sind Anlagen bzw. Einrichtungen zum Identifizieren von in ungeordneter Reihenfolge ankommendem Stückgut aufgrund vorgegebener Unterscheidungsmerkmale und zum Verteilen auf Ziele, die nach den jeweiligen Erfordernissen festgelegt werden. [VDI3619, S. 29]
Sorter
Fördertechnische Einrichtung, die technisch die Verteilung der Güter auf die Endstellen entsprechend der nach der Identifizierung im Rechner erfolgten Sortierung realisiert. Sie besteht aus der Einschleusung, dem Verteilförderer und der Endstelle. [VDI3619, S. 2]
Wichtigkeit von Sortierlösungen
Der Sortierprozess ist in vielen Unternehmen zentraler Bestandteil der innerbetrieblichen Logistik. Dabei handelt es sich meist um heterogene Güter, d.h. Produkte mit unterschiedlichen Abmessungen und Gewichten. Wirtschaft, Handelsbetriebe und Logistikunternehmen (Postbetriebe) benötigen zur Einhaltung der Liefertreue, d.h. der termingerechten Zustellung ihrer Produkte automatisierte und leistungsfähige Sortiertechnik / Sortiersysteme.
In Zukunft werden Sortieranlagen nicht nur in großen Logistikzentren Einzug nehmen, sondern spielen auch für viele kleinere Verteilzentren eine immer interessantere Rolle. Schon heute ist die innerbetriebliche Logistik ohne die Anwendung automatisierter Förder- und Sortiersysteme nicht vorstellbar. Vielerorts wird der arbeits- und kostenintensive manuelle Sortierprozess durch die automatisierte Hochleistungssortierung ersetzt. Gesteigertes Interesse nach Hochleistungssortieranlagen gibt es (neben dem herstellenden Gewerbe) vor allem in den Logistikzentren der KEP-Branche. Aufgrund des boomenden Onlinehandels / E-Commerce hat sich in den vergangenen Jahren sowohl das weltweite Paketaufkommen als auch das Kaufverhalten sowie die Erwartungshaltung der Kunden (z.B. same-day-delivery) stark erhöht.
Aufgabe von Sortiersystemen
Eine Sortieranlage erfüllt die Funktionsbereiche der Zuförderung, Vorbereitung, Identifizierung, Sortierung und der Abförderung von Gütern (siehe Abbildung).
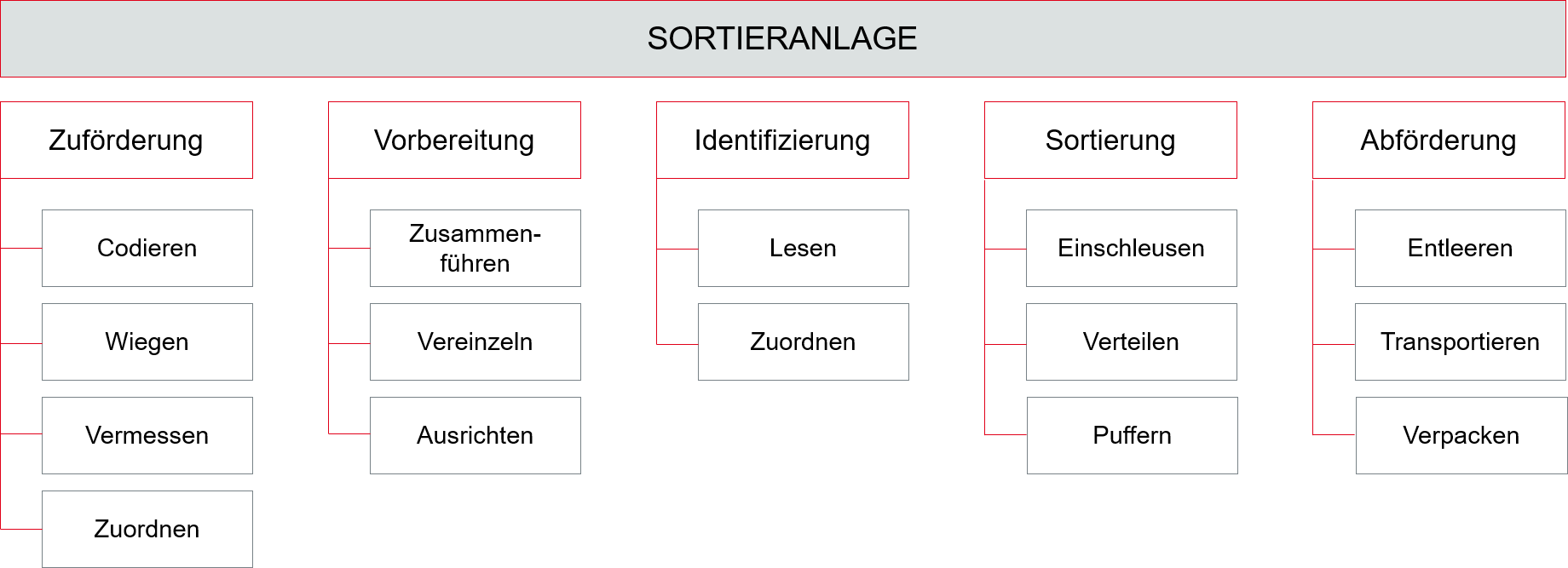
Unter der Zuförderung wird materialflusstechnisch die Eingangsschnittstelle zur Sortieranlage verstanden. Sie besteht entweder aus Stetig- oder Unstetigförderern. Hier werden die Sortiergüter codiert, gewogen, vermessen und zugeordnet.
In einem nächsten Schritt erfolgt die Zusammenführung der verschiedenen Förderströme, sowie die Vereinzelung der Güter und deren Ausrichtung auf der Förderanlage.
Die Zuordnung der Ware zu der richtigen Endstelle erfolgt im dritten Step der Identifizierung. Hier muss der Identifizierungscode gelesen und der richtigen Endstelle zugeordnet werden.
Die Sortierung wird letztendlich technisch über den Sorter realisiert, welcher die Sortiergüter der jeweiligen Endstelle zuteilt. Der Sorter an sich besteht aus Einschleusung, Verteilförderer und Endstelle.
Die Abförderung markiert den letzten Prozessschritt innerhalb eines Sortiersystems. Die sortierten Stückgüter werden manuell oder automatisch der Endstelle entnommen - von hier aus geht es dann bspw. weiter Richtung Verpackung.
Klassifizierung der unterschiedlichen Sortiertechnikarten
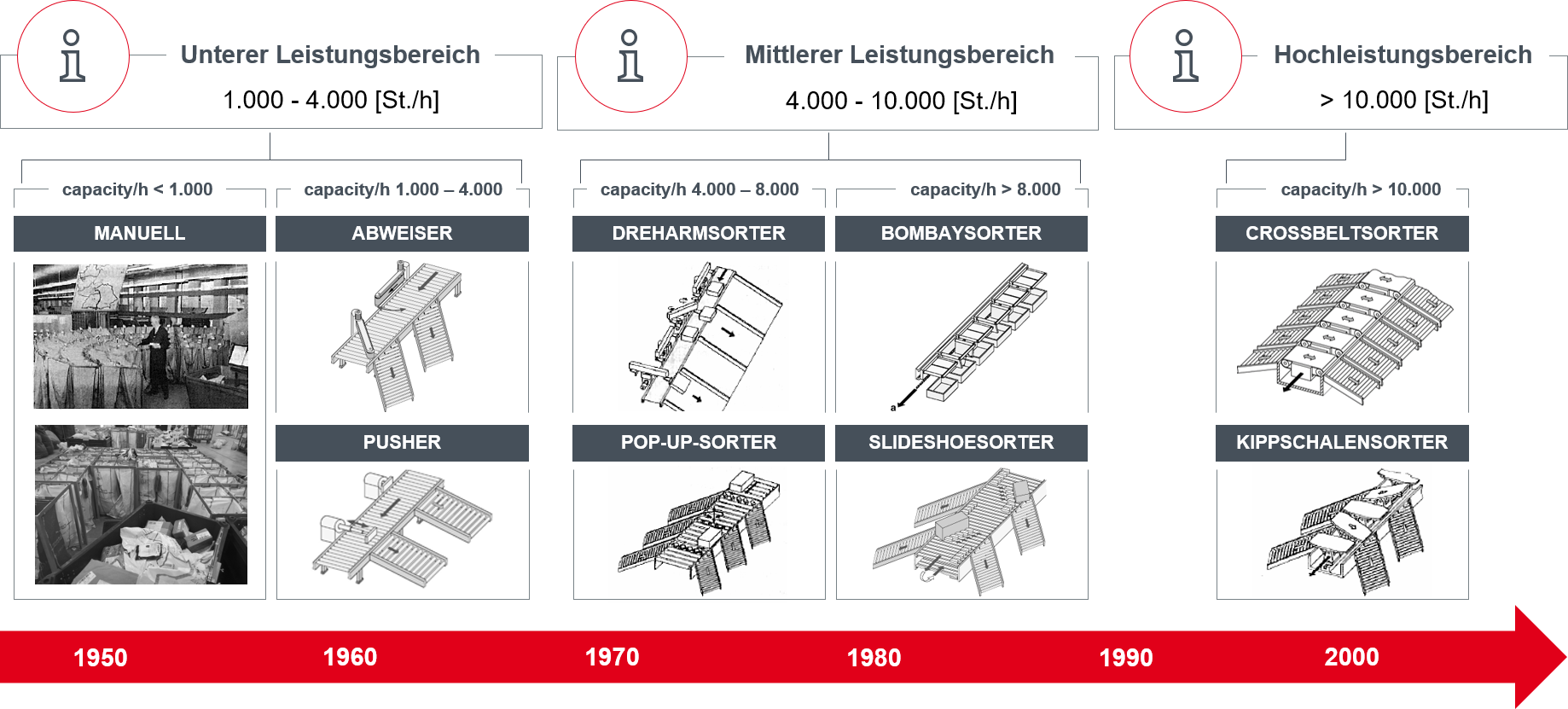
Im Wesentlichen werden Sortiersysteme hinsichtlich ihrer Durchsatzleistung und ihrer Ausrichtung (vertikal / horizontal) klassifiziert. Grundsätzlich lassen sich Sortiersysteme in drei Leistungsbereiche klassifizieren - in den unteren Leistungsbereich (1.000 bis 4.000 Güter/h), den mittleren Leistungsbereich (4.000 bis 10.000 Güter/h) und den Hochleistungsbereich mit über 10.000 Gütern pro Stunde.
Früher existierte nur die fehleranfällige manuelle Sortierung. In den 1950er Jahren wurde damit begonnen, den Sortiervorgang zu mechanisieren und zu automatisieren. Hierdurch wurden Kapazitäten von unter 1.000 Sortiergütern pro Stunde realisiert. Mitte der 60er Jahre kamen sogenannte Abweiser und Pusher auf den Markt, mit welchen die Kapazitäten um ein Vierfaches gesteigert werden konnten, was eine Leistung von 1.000 bis 4.000 zu sortierenden Gütern je Stunde ermöglichte. Der mittlere Leistungsbereich wurde in den 1970er Jahren durch Dreharmsorter und Pop-up Sorter realisiert, welche bis zu 8.000 Sortierungen je Stunde ermöglichten. Mit dem Markteintritt der sogenannten Bombay- und Slideshoesorter konnte Mitte der 80er Jahre erstmals eine Kapazität von über 8.000 St./h erreicht werden. Heutzutage können im Hochleistungssortierbereich bis zu 20.000 Güter in der Stunde sortiert und bewegt werden. Realisiert wird dies durch leistungsstarke, innovative Quergurt- (Crossbelt) und Kippschalensorter. Es können Fördergüter mit einer Großen Varianz bezüglich Abmessungen, Form und Gewicht sortiert werden.
Der Kippschalensorter besteht aus einzelnen gelenkig miteinander verbundenen Fahrwerken, die auf einer geschlossenen Schienenführung fahren. Auf den Fahrwerken befinden sich kippbare Schalen, die die Stückgüter aufnehmen. Bei der Anwendung von Kippschalensortern entstehen immer wieder Probleme, da die unterschiedliche Abwurfparabeln aller Fördergüter berücksichtigt werden müssen. Die verschiedenen Verpackungsmaterialen mit hohen Reibwerten (besonders bei Polybags) werden nicht gleichmäßig abgekippt.
Bei Crossbeltsortern sind die Quergurtwagen (Carrier) auf einem umlaufenden Sortierkreis miteinander verbunden und werden über eine Zugkette angetrieben. Auf jedem Carrier sitzt ein Gurtförderer, welcher quer zur Förderrichtung angeordnet ist. Die Gurtförderer werden an entsprechenden Zielstellen angetrieben um das Sortiergut in beide Richtungen orthogonal definiert abzufördern. Durch die schnelle und zuverlässige Abgabe des Förderguts, können die Endstellen vergleichsweise schmal ausgeführt werden.

ERFAHREN SIE MEHR
Sie haben spezifische Fragen zu Sortierlösungen?
Kontaktieren Sie uns jetzt - wir helfen Ihnen gerne weiter.